Sheet Metal Bend Relief Formula

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries
Http Files Engineering Com Download Aspx Folder B0283dfb F6a8 4c7c 8207 Eb6510b27548 File Sheet Metal Design Considerations Pdf


Following Dfm Guidelines For Working With Sheet Metal Machine Design

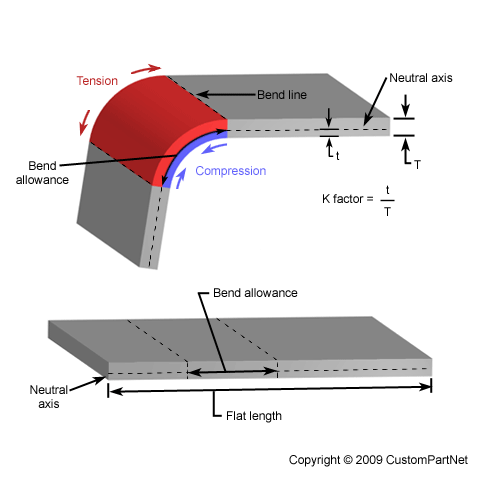
Sheet Metal Understanding K Factor

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Metal Bending Sheet Metal Work
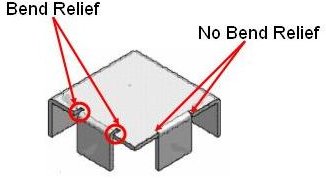
In general a minimum bend relief is equal to the material thickness plus the inside bend radius.
Sheet metal bend relief formula.

K Factor Sheetmetal Me
Sheet Metal Forming

Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

Sheet Metal Bend Design Equations And Calculation Engineers Edge In 2020 Sheet Metal Metal Tools Sheet

Sheet Metal Forming Sheet Metal Work Sheet Metal Metal Bending
About Y Factor And K Factor
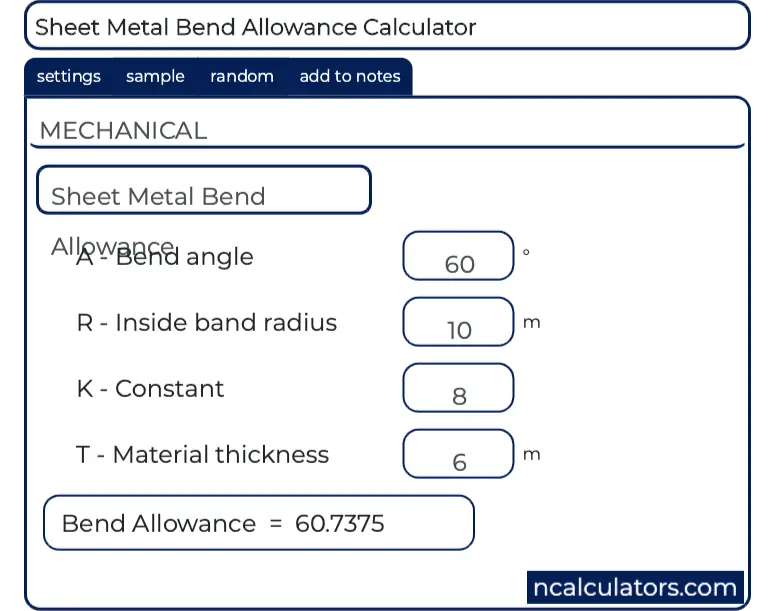
Sheet Metal Bend Allowance Calculator

Bending Metalworking Wikipedia

Grinding Lathe Tools On A Belt Sander For The New Guy Lathe Metal Lathe Tools Lathe Tools
2013 Solidworks Help Bend Allowance And Bend Deduction

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication
5 Sheet Metal Design Tips For Easy Manufacturing Bright Hub Engineering

Sheet Metal Fabrication Fundamental Cad Infield Fabrication Design

Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

Press Brake Allowance Chart Press Brake Allowance Chart Welding And Fabrication

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqca Atsmpm5 Fmynwvkrxg4qvik50vvgtwpg Usqp Cau

Solidworks Sheet Metal Forming Tool Exercise Youtube Solidworks Sheet Metal Solidworks Tutorial
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrtmripjkdcmrx4rqo4zprhcpcpvghteup3mbosbuaojrmc Fpm Usqp Cau

From The Trenches With Autodesk Inventor Understanding Bend Allowance And Bend Dedcution In Inven Sheet Metal Fabrication Sheet Metal Drawing Sheet Metal Work
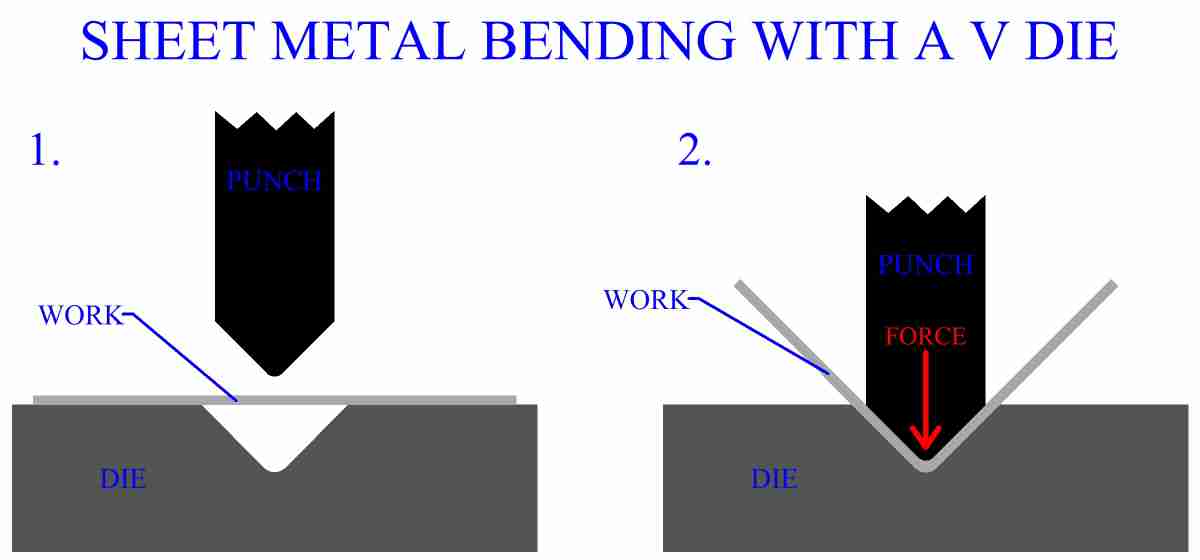
Sheet Metal Bending

Typical Beam Diagrams Deflection Shear And Bending Diagrams Structural Analysis Civil Engineering Design Civil Engineering Construction

Quelques Travaux Pratiques De Ferblanterie Duct Work Interior Desig Projects To Try

Turning Information Center Metal Lathe Tools Metal Working Tools Metal Lathe
Source : pinterest.com
